The Condition-based Maintenance Toolbox
InfraMation 2009 Application Paper Submission
Khashayar Khazraei, Gerhard Bandow
Fraunhofer Institute for Material Flow and Logistics
ABSTRACT
Increasing productivity is imperative for manufacturing and processing companies in order to keep their competitiveness in today’s turbulent marketplace. One way to boost productivity is to increase availability, which can be caused by enhancing maintainability. Condition-based maintenance (CBM), as a preventive and predictive action, strives to identify incipient faults before they become critical through structural condition assessment derived from condition monitoring (CM) and nondestructive testing (NDT). An effective CBM program requires early recognition of failures and accurate identification of the associated attributes. The achievement of this proficiency in industry is still intricate and relatively expensive due to deficient information about the potential failures as well as inadequate knowledge or improper application of different CM techniques and NDT methods.
Accordingly, a new toolbox is under development to facilitate and sustain effective CBM programs in the automotive supply industry. The CBM toolbox consists of three major tools. The first tool is a repository filled with expert knowledge about different CM techniques and NDT methods formatted in a way that in addition to the concept of each technique, its applicability, and its pros and cons are expressed. The second tool is a series of statistical failure analyses which uses the failure history data available in a plant’s information system to generate valuable information in tabulated and graphical postures. The third tool is an object-based problem cause analysis whose outcome is tabulated problem-cause relationships associated with particular objects. The structure of the toolbox and related information flows are presented in the paper.
INTRODUCTION
Maintenance has been the point of interest of different scientific and practical efforts for years. Even so, before the end of the nineteenth century, maintenance had merely consisted of machinery repair and inspection. In other words, there had been failures and people used to run to them in order to fix them. Since the beginning of twentieth century, maintenance has found its key position in different industries and has been shaped in a more professional way involving different strategies and various tactics in-taking different techniques and technologies. Hence, in the twentieth century, man has learned how to deal with failures in the best possible way. However, in the twenty-first century, there exists only one ideal case, an ultimate goal for all maintenance activities from scientific research to practical involvements, and that is to have zero failure. This is not a mathematical zero; it denotes lowering the number failures day by day, month by month and year by year to reach an optimum situation in which the production system does not suffer from any failure. Nevertheless, reaching the mathematical zero failure would not be a dream in a few decades.
Therefore, in a few decades maintenance could play only a preventive role; an essential commitment in which all activities would have either predictive or proactive forms. Such activities entail predicting and anticipating the potential failures before occurrence and working proactively in order to optimize the maintenance activities. This can be the most intelligent and feasible way to prevent failures and the path to the ultimate foal of zero failure. However, converting this frame of thought into a frame of work requires the devotion of further conceptual and practical research, outcomes of which will definitely facilitate the industry with valuable knowledge necessary to walk on the right path and arrive at the wanted target. A first step towards enabling such a conversion is to make use of condition-based maintenance, a preventive maintenance tactic which strives to identify incipient faults before they become critical which enables more accurate planning of the preventive maintenance. CBM can be realized by utilizing complex technical systems or by manual monitoring of the machinery condition that is provided by human senses and experience. Although CBM holds a lot of benefits compared to other maintenance tactics it is not still effectively utilized and efficiently used in many companies, a reason of which is employing of CBM without actually being acquainted with it.
Condition-based maintenance is indeed a more sophisticated type of preventive maintenance. The condition of the item is monitored continuously or intermittently to carry out preventive maintenance actions only when failure is judged to be imminent. Thus, replacing or servicing equipment prematurely can be avoided. Decision of the time of the maintenance task is made based on the condition monitoring techniques and nondestructive tests, such as vibration monitoring, thermography, and tribology (Tsang, 1995). CBM monitors the condition or performance of plant equipment through various technologies. The data is collected, analyzed, trended, and used to project equipment failures. Once the timing of equipment failure is known, action can be taken to prevent or delay failure. In this way, the reliability of the equipment can remain high. CBM uses various process parameters (e.g. pressure, temperature and vibration) and material samples (e.g. oil and air) to monitor conditions. With these parameters and samples, CBM obtains indications of system and equipment health, performance, integrity and provides information for scheduling corrective action.
As it can be easily seen on the below figure, CBM has different aspects and therefore different systems, each of which involves many sub-systems and related issues that can be taken into account for research and development. A CBM process starts with the data (i.e. physical quantities) achieved from equipments and machinery via different instrument such as transducers (i.e. sensors) and ended with control and command which is based on rich and high-quality information that has been developed through distinct phases of condition monitoring and assessment, and failure diagnosis and prognosis. The data and information pass through a communication network that feed different sections; the figure below is an illustration of system of CBM with the interrelated process.
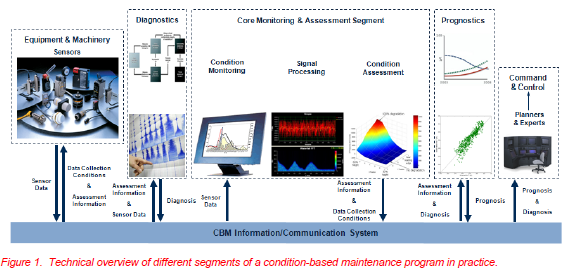
Each and every of the CBM system components boasts its weight and importance and can be a taken as a research focus. This decision is to be made based on the requirements of a specific case (e.g. characteristics of a particular industry, plant or machinery) or necessities outlined by the stakeholders, like a system’s weak points are identified by an engineer or a technician. Research on any CBM segment will be definitely beneficial for more and better development and improvement of the overall system; eventually, different academic institutes and industrial companies can gain profit from the research results distinctively. However, based on the investigation undertaken by the authors and the knowledge provided by colleagues and practitioners particularly in the automotive supply industry, it has been reckoned that the dominant barrier against the effective use of a CBM system is not the availability of proper technologies but the readiness of thorough know-what and know-how. Thus, the research has been focused on the appropriate use of a blend of suitable analyses which are considered as tools of a toolbox. They provide precious information that can be used to improve the overall maintenance aptitude in a plant and to employ different techniques of condition based maintenance in the most effective way.
THE TOOLBOX
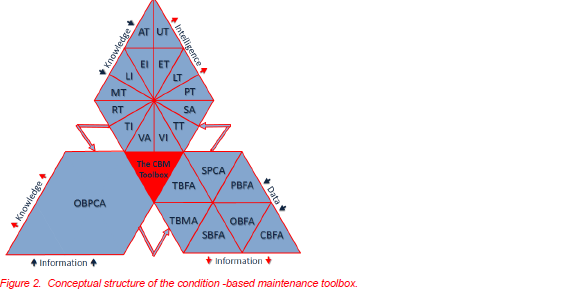
The toolbox consists of three major tools, or segments. The first tool is indeed a repository filled with expert knowledge about different condition monitoring (CM) and nondestructive testing (NDT) techniques formatted in a way that in addition to the concept of each technique, its applicability, detectability, advantages and disadvantages are expressed. This involves stating which technique can be used for which type of material and machinery object, and to identify which discontinuity or problem in a comparative format (i.e. expressing each technique’s drawbacks and strengths). The first tool contains fourteen major CM and NDT techniques used in different manufacturing and processing industries that themselves may be consisted of a variety of methods. These major CM and NDT techniques are: acoustic emission testing (AT), electrical inspection (EI), electromagnetic testing (ET), laser inspection (LI), leak testing (LT), magnetic particle testing (MT), penetrant testing (PT), radiographic testing (RT), stress wave analysis (SA), thermal inspection (TI), tribological testing (TT), visual inspection (VI), vibration analysis (VA) and ultrasonic testing (UT).
The second tool is a series of statistical failure analysis (SFA) which uses the failure history data available in the information system of the plant to generate valuable information in tabulated and graphical postures. This segment consists of 7 different fragments as different analyses incorporating machinery failure data. They can be listed as: time-based failure analysis (TBFA), station-based failure analysis (SBFA), object-based failure analysis (OBFA), problem-based failure analysis (PBFA), cause-based failure analysis (CBFA), statistical problem cause analysis (SPCA), and time-based maintenance analysis (TBMA). The third tool in the CBM toolbox is object-based problem cause analysis (OBPCA) whose outcome is tabulated problem-cause relationships associated with particular objects. This involves identifying the potential failure modes or problems linked to a specific machinery object (e.g. a gearbox) and the possible causes of those potential failures. It is notable that a specific problem associated with a particular machinery object may have not only one probable cause but a wide variety of causes.
The toolbox is aimed at facilitating maintenance crew with enhancement of failure diagnostics, advancement of condition monitoring and improvement of failure prognostics through the contribution of different analyses. The configuration of the CBM toolbox has been planned to be a useful blend of different analyses which are centered on expert knowledge. Every now and then, these analyses are employed in different production and manufacturing industries for a variety of purposes. But, there are some issues that have not been matter of concerns for years. For example, lack of expert knowledge about how to use them (i.e. not technically but rather regarding the applicability), resultant benefits in case of proper use, and possible information linkage between theses analyses can be named.
THE KNOWLEDGEBASE
The CBM knowledgebase, as the first major tool, is indeed a repository filled with expert knowledge about different condition monitoring and nondestructive testing techniques in a particular format. There are different CM and NDT techniques that facilitate achieving a precise machinery condition evaluation. Problems and defects of all kinds arise in the development and use of mechanical devices, electrical equipment, hydraulic systems, transportation mechanisms and the like. However, an extremely wide range of methods and techniques are available to assist identifying various potential and existing problems in an assortment of materials and machinery under varying circumstances (Cartz, 1995). It is crucial to select the most appropriate method to deal with a particular problem, which requires an understanding of the basic processes involved to realize the advantages of each of them.
The CBM knowledgebase contains expert knowledge about a wide range of CM and NDT techniques used in different manufacturing and processing industries. The expert knowledge has been collected from various scientific and industrial sources, from different books and journals to the on-hand knowledge provided by technicians and practitioners in the industry. The gathered expert knowledge involves the conception, tools and techniques, system applicability, limitations and pros, and technical advancements of acoustic emission testing (AT), electrical inspection (EI), electromagnetic testing (ET), laser inspection (LI), leak testing (LT), magnetic particle testing (MT), penetrant testing (PT), radiographic testing (RT), stress wave analysis (SA), thermal inspection or thermography (TI), tribological testing (TT), visual inspection (VI), vibration analysis (VA), and ultrasonic testing (UT).
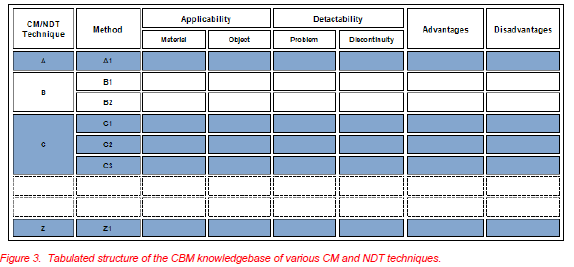
Gathering and saving the expert knowledge in a centralized repository allows the operation and maintenance personnel to easily retrieve and utilize its expert contents. For each particular CM or NDT technique, a short introduction is provided. Different methods to run the test and the required tools are defined. The problems and discontinuities which can be identified and the material and machinery components which can be inspected by the technique are described. The advantages and disadvantages of different methods of running a particular techniques and different techniques in general are documented.
Eventually, the technical advancements regarding every CM and NDT technique is expressed in order to get familiar with the most recent technologies and the companies which offer such technologies. As shown in figure 3, all the mentioned expert knowledge and information are finally summarized and articulated in a tabulated format which eases the search and access to the key points for the users. The extensive version is available in a written but searchable format in the knowledgebase. It is essential to underline that the CBM knowledgebase is not a static collection of knowledge, but a dynamic resource that can be or indeed required to be continuously updated and improved by the professional maintenance personnel.
THE STATISTICAL FAILURE ANALYSIS
Statistical failure analysis (SFA) is another valuable tool in the CBM toolbox. It does not only generate an overview of the current state of machinery failure in a plant, but also provides precious information about failure attributes and identifies critical machinery components or critical stations of a facility. Indeed, variety of parameters and factors can be considered undertaking such an analysis. The designed tool is in fact a series of statistical failure analyses which uses the failure history data available in the information system of the plant to generate valuable information in tabulated and graphical postures. This segment consists of seven different fragments as different analyses incorporating machinery failure data: time-based failure analysis (TBFA), station-based failure analysis (SBFA), object-based failure analysis (OBFA), problem-based failure analysis (PBFA), cause-based failure analysis (CBFA), statistical problem cause analysis (SPCA), and time based maintenance analysis (TBMA).
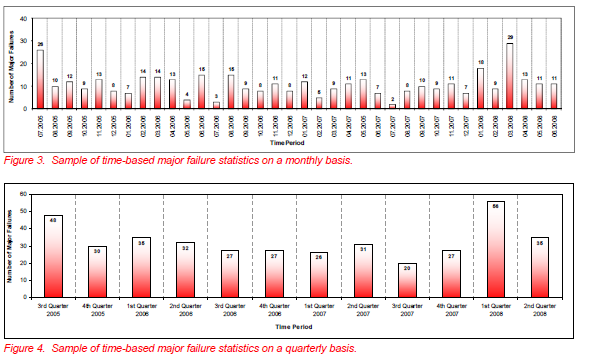
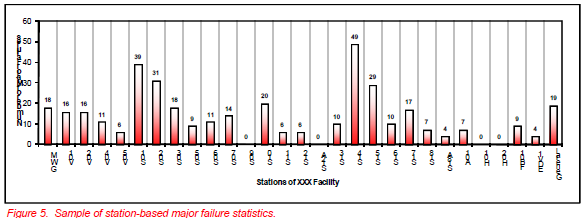
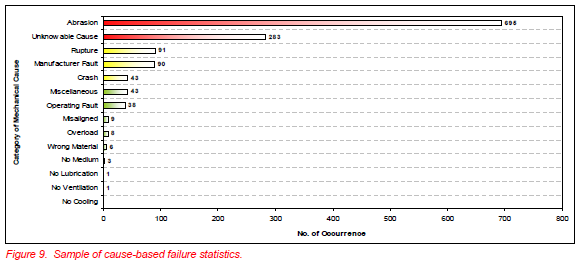
These statistics can respectively demonstrate if there is any time attribute associated with failures, the most critical stations of a facility and their most frequent problems, the most critical machinery objects in a station or facility, the most frequent problems, the most frequent causes of failures and the interrelation between the problems and their causes, and number of hours spent to repair a particular machinery object, a station or to overcome specific problems in a plant. Samples of such statistics are packed and graphically shown as in the following figures, which were made based on a facility’s failure data from 01.07.2005 to 30.06.2008 retrieved from a plant’s information system.
Any probable time attribute associated with failures in a plant plays a significant role in the identification of a variety of concealed predicaments. For example, if it is statistically proven that the number of failures abnormally increases in a specific time period like a particular month, then one can investigate the reasons behind this. Investigating such a case may reveal variety of essential issues that nobody could ever think of before, ranging from specific environmental conditions to workers performance or, from availability of spare parts to amount of work load on machinery and workingmen. Besides, such a statistical analysis, when joint with supplementary data, can be used as a performance measure of shop floor workers or maintenance department and even overall machinery condition. It is clear that such outcomes are only achievable providing that the length of available data to be analyzed is sufficient.
Another important theme in statistical failure analysis is to find the most critical stations and objects in a facility or plant. This can be realized by investigating in which stations of a facility more failures have occurred or, which objects (i.e. machinery components and equipment) have been failed more frequently (i.e. have higher associated number of failures). Then, for example, in case of a critical station one can scrutinize if it is a design/ergonomic problem or oversight of the operators of that station and in case of a critical object one may pore over the possible reasons behind of such high failure rate (i.e. if there is an operator fault or a technical problem such as high voltage or overload).
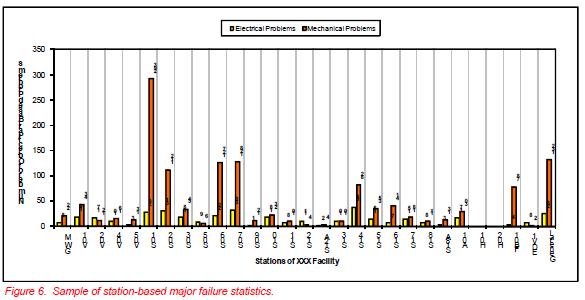
Problems, referring to both major and minor failures, can be further categorized in a plant and associated statistics can be used to scrutinize the nature of problems in stations of a particular facility. Building up such a station prioritization or ranking with respect to problem types (e.g. mechanical and electrical) is useful in optimizing the utilization of maintenance resources (e.g. technicians) and scheduling the planned maintenance activities. To illustrate, for most electrically problematic stations, planned-maintenance by electrical technicians can be scheduled in appropriate time intervals. Moreover, from condition-based maintenance point of view, proper techniques and technologies can be employed correspondingly.
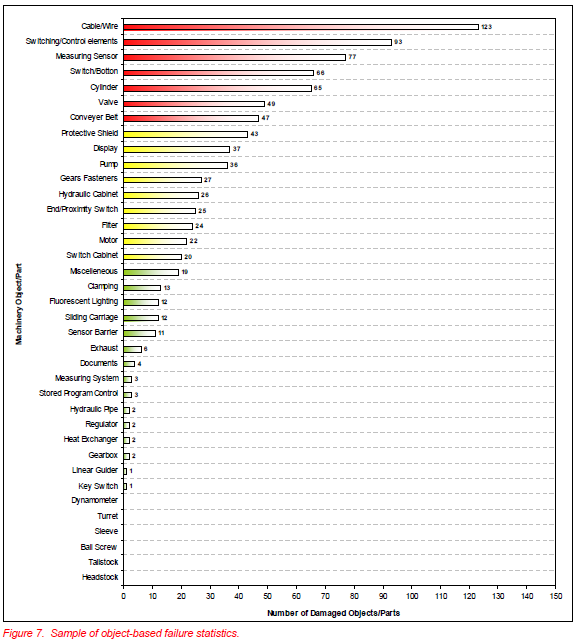
Object-based SFA is very useful in identifying the most failure-critical objects in a facility or even in a plant. These objects are basically the ones which are more frequently failed or damaged. Indeed, the number of object-based problems can be plotted per object or part that has been failed in a facility. Knowing the most frequently damaged machinery parts helps identifying the most suitable condition monitoring technique or nondestructive test as long as the information about the related problems or failures are also available. In addition, such information is quite handy for spare part and inventory management. The chart is colored in red, yellow and green denoting approximate 60%, 30% and 10% of the total number of damaged machinery objects to be able to easily recognize the most problematic objects.
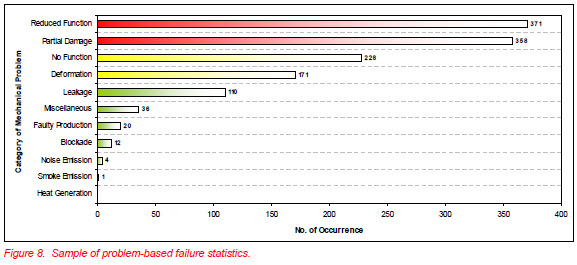
Coming to the number of major failures associated with predefined problem categories, one can easily figures out which problems occur more frequently in comparison with others and, hence, search for proper tools (e.g. suitable condition monitoring techniques or nondestructive tests to predict the problems) and utilize appropriate resources (e.g. assigning of properly trained operators) to lessen and eventually eliminate decisive problems. It is essential to underline that better potential problems are predefined in a more precise manner, higher would be the information quality achievable from such a statistical failure analysis. Therefore, it is crucial to have an optimal problem-categories list used in plant.
The number of major failures associated with predefined cause categories is of great importance too. In other words, knowing which causes are the reasons for occurrence of problems in a plant plays a vital role in dealing with and/or eliminating the problems themselves. However, such a statistical overview is not beneficial unless the list of causes is optimally made and proficiently used in practice. Despite, discerning the most critical causes of problems (i.e. the ones that more frequently are seemed to be the reasons behind repeated failures) helps employing the right minder against them. Such statistics can be further graphically detailed using colors to denote the weight or importance of particular categories based on different factors. Here red, yellow and green colors are respectively used to signify 60%, 30% and 10% of the total number.
Statistical failure analysis utilizes different tools and provides broad range of information that can be used for a variety of purposes. The resultant information out of the undertaken analyses is represented in graphical or tabulated manner which makes it very handy for the use in a plant and by personnel with different technical backgrounds. In fact, the provided graphs are only samples of a wide range of graphs, charts and tables which can be constructed using SFA. Analyzing each and every of those graphs and tables in detail would itself reveal some precious information that can be used by different departments in a manufacturing or processing plant. In other words, the indirect resultant information of having such an analysis is also so valuable that makes statistical failure analysis a priceless tool with no substitute. If the statistical failure analysis is undertaken for each and every station in a facility the attained results can be exploited to optimize the inventory level and effectively run a spare part management program. Nevertheless, the authors have developed the series of statistical failure analyses as a tool to be used within the condition-based maintenance program in combination with other tools under development.
THE OBJECT-BASED PROBLEM CAUSE ANALYSIS
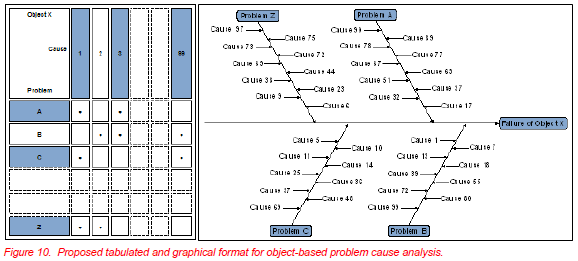
Object-based problem cause analysis (OBPCA) is another major tool of the CBM toolbox. In this analysis for a particular object (e.g. a bearing) or machinery (e.g. a pump) all the possible problems and the probable causes of these problems are interrelated in a specific format. This can be in form of a specially formatted table or a fishbone diagram. Such a list of problems and related causes is extensively forged through academic literature survey, review of technical reports in different industries, retrieving related data from the sponsor company’s information system (i.e. from failure history) and talks with experts. Undertaking such an analysis and generating tabulated or graphical information is unexpectedly useful. With such information in hand, the optimal problem and cause lists that are required for the company’s information system can be easily generated. Besides, this facilitates to capture very clear images of the object-related problems and causes in a very short time and, thus, effective use of the CBM knowledgebase and improvement of the attainable information form SFA.
TOOLBOX’S INFORMATION FLOW
It is beneficial to clear that some of the intermediate information provided by each of these analyses is used to improve or conclude the other ones and this happens in a progressive fashion. To illustrate, one can consider the followings: The tabulated lists generated through OBPCA can be used to improve the problem and cause lists in the information system which is used by SFA and, thus, improve of which results in a better FSA. In time, some extra information about new problems or discovered causes given in the information system (by plant technicians) plus the expert knowledge attained through building the NDT/CMT knowledgebase can be used to develop the OBPCA lists more and more. The high quality information obtained from the improved SFA in joint with the knowledge will result in effectively-run condition-based maintenance program.
Indeed, there are two different information flows related to the CBM toolbox. There is an external information flow, via which particular data, information and knowledge come to the mentioned segments of the CBM toolbox and the generated information, knowledge and intelligence go out. There exists also an internal information flow, through which the generated outcomes of each segment is either directly used by another one or indirectly affect the quality and accuracy of the outcomes being generated by other tools.
To be more precise, in the first segment of the toolbox, a large amount of expert knowledge from a wide range of sources is gathered and formatted in a way to create higher quality knowledge which is easier to be used and understood, or in other words, intelligence. In the second segment, failure and maintenance related data available in the information system of the company (e.g. SAP system) is taken out and effectively analyzed to craft comprehensible information, interpretation of which is not only used to rise and solve maintenance related issues but also it is utilized to assist the management with enlightening various managerial concerns. In the third segment, the information associated with potential failure modes of different machinery objects and their probable causes is collected from diverse sources and tabulated in a handy way to produce intensive knowledge about object-based failure modes and causes.
Coming to the internal information flow of the toolbox, the knowledge generated by the third segment, OBPCA, helps enhancing the quality, accuracy and reliability of the data generated in the information system of the company which is used by the second segment or SFA. Higher the quality and reliability of the data coming to the SFA results in higher quality and reliability of the information it generates. With reliable information in hand from SFA (e.g. the information about the most critical machinery part in a station and the most frequent problem associated with it), one refers to first segment, CM/NDT knowledgebase, and finds the most appropriate solution to predict and prevent a particular problem. The knowledge gathered in the first and second segments which are continuously being updated by professionals, is also used to revise and renew the information in the third segment (e.g. information about the recently discovered failure modes and causes). Hence, in this way the internal information flow of the CBM toolbox is closed as an inner loop.
RESULTANT BENEFITS
The use CBM toolbox in any manufacturing and processing industry has its own merits depending on how and what-for it is exactly utilized underlining that the toolbox as a whole endeavors to sustain an effective CBM program. However, every individual tool responds to particular issues and provides specific benefits
which can be summarized in the following paragraphs. To begin with, the CBM knowledgebase facilitates the maintenance personnel with lucid, literal and precise answers to the subsequent questions:
- Which CM/NDT technique is proper for which material?
- Which CM/NDT technique is suitable for which object?
- Which problem can be recognized by which CM/NDT technique?
- Which discontinuity can be identified by which CM/NDT technique?
- Which CM/NDT technique is feasible to be used for a particular case?
- Are CM/NDT techniques employed in the company properly chosen and as many as necessary? What are the potential technical improvements that enhance the current CBM program in the plant?
Utilizing the CBM knowledgebase for everyday maintenance activities and having the answers the above questions from a reliable source bring various resultant benefits for any maintenance department. These benefits can be briefly expressed as:
- Effective assessment of machinery condition
- Appropriate use of various CM/NDT techniques
- Justified and cost-effective maintenance actions
- Reduction of unnecessary maintenance activities
- Unfailing prediction of possible failures types in advance
- Estimation of machinery remaining life-time if the information is joint with failure data history
- Reasonable in-sourcing or out-sourcing of condition monitoring and nondestructive inspections
- An extensive and updateable knowledgebase of CM/NDT techniques for the machinery which may be brought to the plant in the future
On the other hand, use of statistical failure analysis with the mentioned focuses brings about precious answers for the following questions not only in a usual numerical way but also in a graphical manner which ease the understanding and interpretation of the content information:
- What are the attributes of major and minor failures?
- What are the most failure-critical stations of a facility?
- What are the failure characteristics of these stations?
- Which failure types occur more frequently than others?
- Which failure causes reported frequently in a station?
- Why particular causes more instigate certain failures?
- What is the criticality status of different objects in a station?
- What are the most critical objects or machinery parts in plant?
- How much time has been spent to repair particular machinery objects or to overcome certain problems?
The mentioned questions and provided answers would most probably engender concerns about other issues, investigating of which will definitely contribute in finding the grounds and improving the overall maintenance and production activities. Use of such statistical failure analysis and the provided information concerns will bring some resultant benefits which can be listed as followings in brief:
- Revealing the pitfalls of the information system
- Exposure of the mistakes of information providers
- Disclosure of failures attributes and characteristics
- Identification of the most critical objects of a station, a facility or a plant-based
- Identification of Indicating the most critical stations of a facility, or facilities of a plant
- Measuring performance of overall maintenance activities if SFA is undertaken periodically
- Illustration of the vital issues (regarding the machinery failure characteristics) to be focused on
Coming to the object-based problem cause analysis, employing such analysis and generating the related graphical or tabulated catalogs help answering the below questions:
- What are common or potential problems associated with an object?
- What are common or potential causes of these frequent problems?
- Likewise to the other tools of the CBM toolbox, utilizing OBPCA will fetch some resultant benefits that can be shortly listed as:
- A visualized problem cause overview for particular object categories
- Better understanding of the relation between existing and potential problems and their causes
- Improvement of list of common problems and causes categories; hence, possibility of improving the information system and its generated data
DISCUSSIONS AND SUMMARY
Condition monitoring and nondestructive testing and are considered to be the essential elements of condition based maintenance programs to manage physical assets of plants. Integration of different CM and NDT techniques in a CBM program is aimed not only to maximize but also to optimize the effectiveness of inspection and trouncing deficiencies of planned maintenance activities in addition to the machinery and equipment themselves. This incorporates different noninvasive tests and techniques to inspect or monitor machinery condition. Of course, it is highly beneficial to utilize and implement other CBM tools in parallel. The use of a condition-based approach to maintenance can result in reduction of unwanted maintenance efforts in addition to justified and cost effective maintenance actions (Berndt, 2001). To clear the potential benefits just imagine the following example: when CM or NDT related data on flaw or crack size is combined with information on material properties, the operating environment, and flaw initiation and growth rates, a specialist can calculate a probability of failure for the component (Tilley and Brett, 1996). Moreover, such information can be converted into a remaining life estimate, if the future operating pattern can be supplied. The probability of failure can then be used to make run, repair or replace decision for that component based on the predicted cost of failure.
From time to time, the CM or NDT technique to be used for specific machinery is specified in manufacturer’s maintenance or overhaul manuals. However, for some equipment this does not hold true; thus, one has to have a broad knowledge of variety of CM/NDT techniques to be able to use the appropriate ones. The appropriate technique may consist of several separate inspections and monitoring. An initial inspection or preliminary monitoring may indicate the presence of a possible fault or defect, but other inspections may be required to confirm the original indication. Undertaking the correct CM/NDT method selection requires an understanding of the basic principles, limitations, advantages and disadvantages of the available test and techniques and an understanding of their comparative effectiveness and cost. Keeping all these in mind, the significance of developing a knowledgebase for a wide variety of CM/NDT techniques reveals itself.
However, just having such a knowledgebase is not sufficient to run a competent condition-based maintenance program. Use of its filled expert knowledge has to be in parallel with adequate high quality and reliable information that can be obtained through other analyses. In fact, within the concept of CBM there exist two other essential tools that can be perfectly matched and put inside a toolbox along with the mentioned knowledgebase. These are a series of statistical failure analyses (SFA) and object-based problem cause analysis (OBPCA). Having all of these tools together and using them in joint and simultaneously, enormous amount of priceless benefits will be achieved. This is due to the combination of expert knowledge with statistical data and qualitative information attainable form the knowledgebase, SFA and OBPCA accordingly. Therefore, based on all said and done, these tools are chosen to be exclusively configured and placed in a toolbox that can be effectively used with aim of sustaining a unique condition-based maintenance program.
REFERENCES
Brendt, M. L., “Non-Destructive Testing Methods for Geothermal Piping”, Upton, NY, Energy Resource Division, Department of Energy Science and Technology, Brookhaven National Laboratory, 2001.
Cartz, L., “Nondestructive Testing: Radiography, Ultrasonics, Liquid Penetrant, Magnetic Particle, Eddy Current”, Materials Park, OH, ASM International, 1995.
Tilley, R. and C. Brett, “NDE for Utilities: Maintaining Reliability in a Competitive Environment”, International Society for Optical Engineering (SPIE), Bellingham, WA, Nondestructive Evaluation of Utilities and Pipelines, Vol. 2947, pp. 2-12, 1996.
Tsang, A. H. C., “Condition-based maintenance: tools and decision making”, Journal of Quality in Maintenance Engineering, Vol. 1, No. 3, pp. 87-94, 1995.
ACKNOWLEDGEMENTS
The authors would like to thank Prof. Dr. Axel Kuhn - the co-director of Fraunhofer Institute for Material Flow
and Logistics for his scientific contribution and Mr. Heinz Stupp - the plant manager, Dr. Ingo Thiem - the plant technical manager and Mr. Stephan Nowak - the maintenance manager of TRW Automotive Systems, Schalke, Germany, for providing technical and financial resources for the CBM toolbox project. We are also thankful to the maintenance personnel of TRW-Schalke for their appreciable contributions in this project.
ABOUT THE AUTHORS
Mr. Khashayar Khazraei is a research associate at Fraunhofer Institute for Material Flow and Logistics and a doctorate candidate from Dortmund University of Technology anticipated in 2010. He has a summa-cum laude M.Sc. degree in mechanical engineering from Duisburg-Essen University and a B.Sc. degree in aerospace engineering from Middle East Technical University. His current research activities are related to preventive and proactive maintenance in different manufacturing and processing industries.
Dr. Gerhard Bandow is a senior research associate at Fraunhofer Institute for Material Flow and Logistics. He holds a Dipl.Eng. degree in electrical engineering and a Dr.Eng. degree in mechanical engineering from Dortmund University of Technology, where he is also a lecturer of maintenance management at the Faculty of Mechanical Engineering. He has written various articles about maintenance management and his recent research focus is on condition-based maintenance of intralogistic systems. Dr. Bandow is the vice chairman of the scientific advisory council of the Forum Vision Instandhaltung e.V., a German maintenance association.